上世纪50年代,美国飞利浦实验室的科学家开发了基于锶铁氧体的磁性材料。这种铁氧体磁性材料具有其较好的磁学性能和较高的化学稳定性,被广泛用于无刷电机等各种工业领域。最近电子器件的小型化及器件结构的复杂化对磁性材料新型加工技术的需求日益增强。粉末注射成型技术(Powder injection molding,PIM)为获得复杂结构的磁体提供了很好的方式,但昂贵的模具和特殊的加工工具也逐渐成为这一加工方法的缺点。
PART ONE
增材制造技术是最近逐步兴起的材料加工技术,可以将软件中的三维模型直接转化为实际的产品,具有自由设计,减少材料浪费近净成型,可加工复杂结构的特点。目前增材制造技术主要用来打印加工塑料、金属等结构材料,利用增材制造技术打印磁性材料等功能材料仍处于技术发展的初期。
本文将分享一篇来自北京科技大学郭志猛教授团队的研究成果,介绍其利用3D打印凝胶方法打印锶铁氧体的过程及相关结果,3D凝胶打印装置如图1所示。
PART TWO
研究人员首先配置了用于打印过程的含有锶铁氧体的凝胶,并通过研究凝胶的流变特性确定各种组分的配比,获得了填充率为50%的铁氧体浆料成分,成分见表1。HEMA:甲基丙烯酸羟乙酯单体;MBAM:N,N'-亚甲基双丙烯酰胺;Silok7050S:分散剂;TEMED:四甲基乙二胺;APS:过硫酸铵盐;
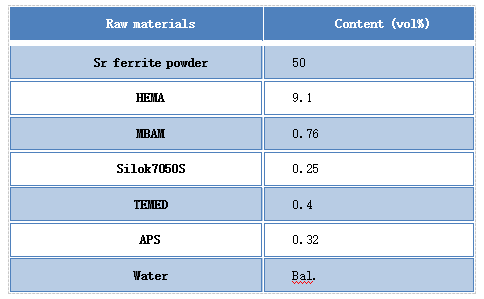
表1 3D凝胶打印浆料成分配比
PART THREE
配好的浆料通过施加空气的方式从喷嘴中挤出。浆料挤出速度、打印速度、打印层厚和喷嘴尺寸等因素是影响打印质量的关键因素。较慢的挤出速度和较快的打印速度会产生导致打印过程的间断,产生大量的缺陷和气泡,如图2(A)所示。过快的挤出速度和较慢的打印速度会导致浆料挤出速度过快来不及固化的现象,导致磁体表面不平整变形等效果如图2(C)所示。通过不断调试,研究人员选择1.5cm/min的挤出速度,获得了表面平整,尺寸精度高的3D打印样品,表面粗糙度为5微米。
PART FOUR
对打印的毛坯样品进行烧结处理(1300?°C,2小时)。烧结样品的密度可以达到5.34g/cm3,接近铁氧体理论密度的97%(5.5g/cm3)。弯曲强度约为83?±?2?MPa。烧结后的样品表面粗糙度有了进一步提升,为3.2微米。矫顽力为271.2 kA/m,剩余磁化强度为0.383T,最大磁能积为26.34?kJ/m3。这一研究结果表明利用3D凝胶打印技术是一种非常有前景的铁氧体磁体增材制造技术。

图3 3D凝胶打印后并经过烧结处理的磁体
参考文献:
Fang Yang, Xinyue Zhang, Zhimeng Guo,, Alex A.Volinsky,,3D gel-printing of Sr ferrite parts, Ceramics International, Volume 44, Issue 18, Pages 22370-22377